


Hàn gang bằng hàn hồ quang
Giới thiệu cách hàng gang
Kỹ thuật hàn gang là một kỹ thuật cực kỳ khó và phức tạp, nhưng không phải là không thể hàn. Thông thường phương pháp hàn chỉ dùng để sửa chữa, chứ không dùng để kết nối các chi tiết với nhau. Như sửa chữa khuôn đúc hay sửa lỗi các sản phẩm sau khi đúc hoặc sau gia công ví dụ như một lỗ khoan sai vị trí hay sửa các chi tiết bằng gang bị vỡ. Các chi tiết bằng gang hay bị vỡ không có gì là lạ bởi vì tính dòn của hầu hết các loai gang. Gang có hàm lượng carbon từ 2-4% và cứng gấp 10 lần thép.
Các khó khăn khi hàn gang:
Thứ nhất, khó kiểm soát nhiệt trong quá trình hàn.
Thứ 2, Gang rất nhạy cảm với nhiệt, nên rất dễ thay đổi về tổ chức trong quá trình hàn và quá trình nguội sau khi hàn. Và việc hình thành tổ chức gang trắng trong khi hàn là không ai dám đảm bảo là không có.
Thứ 3: kết cấu của gang, rất cứng và dòn... có thể sẽ không phá hủy liên kết hàn, mà phá hủy tại một vị trí khác trong quá trình hàn.
Nên nếu hàn gang, cần phải tuân thủ những vấn đề sau:
Loại quy trình hàn gang áp dụng:

Hàn gang
+ Quy trình nguội: Hàn một lượng rất ít một và để nguội cho đến khi chạm vào được mối hàn rồi mới hàn tiếp
+ Quy trình nóng: Nung nóng vượt lên nhiệt độ chuyên biến pha và hàn đồng thời liên tục giữ nhiệt trong quá trình hàn. Quá trình nguội phải đựoc kiểm soát chặt. (khó thực hiện với những kết cấu lớn)
Lựa chọn vật liệu hàn gang đúng:
Thông thường vật liệu hàn gang cần có độ dẻo rất cao, nên thành phần Nikel trong đó là rất cao, lên đến 90%!
Người kiểm soát quy trình phải có kinh nghiệm!
Và một vấn đề nữa, chi tiết định hàn có nhất thiết phải hàn không, nếu có thể dùng phương pháp khác, thì nên dùng!
Lưu ý thêm:
- Do gang cứng và giòn, nên ứng suất dư trong gang khá lớn, các vết nứt sẽ tiếp tục phát triển trong quá trình sử dụng và đặc biệt là trong quá trình hàn. Vì thế, để tránh vết nứt tiếp tục xé, người ta thường khoan chặn 2 đầu vết nứt trước khi hàn.
- khi hàn gang phải được thưc hiện trong môi trường cách ly với gió nếu không quá trình nung và hàn se xảy ra hiện tượng tách, nứt thêm.
- Nên chọn que hàn và chế độ hàn hợp lý, loại que hàn thường dùng là que hàn đồng, que hàn innox. Hàn tốt nhất là sử dụng que hàn hợp kim niken đồng và dùng ngọn lửa các bon hoá để bù đắp lượng các bon trong gang bị cháy.
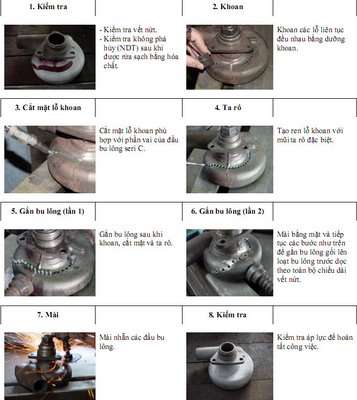
- Với những chi tiết lớn, ta có thể sang phanh ( tức là tạo ra rãnh chữ V giống kiểu hàn thép) sau đấy gia công các lỗ ren có thể là lỗ ren 6, 8, 10... là tùy và cố gắng càng nhiều càng tốt nên xếp theo dãy. đến đây ta bắt các bu lông vào và cắt đi ( nhớ để thừa ra 5 tới 10 ly để chút nữa ta sẽ hàn lên nó) .Quá trình trên kế thúc ta tiến hành hàn bình thường. Nhờ có thêm các đầu thừa bulong nhô lên và đã ăn vào chi tiết quá trình hàn sẽ thuận lời hơn rất nhiều và kết cấu tốt hơn (do lúc này ta sẽ hàn lên cả gang và thép mà thép thì sẽ dễ hàn).
- khi hàn gang phải được thưc hiện trong môi trường cách ly với gió nếu không quá trình nung và hàn se xảy ra hiện tượng tách, nứt thêm.
- Nên chọn que hàn và chế độ hàn hợp lý, loại que hàn thường dùng là que hàn đồng, que hàn innox. Hàn tốt nhất là sử dụng que hàn hợp kim niken đồng và dùng ngọn lửa các bon hoá để bù đắp lượng các bon trong gang bị cháy.
- Với những chi tiết lớn, ta có thể sang phanh ( tức là tạo ra rãnh chữ V giống kiểu hàn thép) sau đấy gia công các lỗ ren có thể là lỗ ren 6, 8, 10... là tùy và cố gắng càng nhiều càng tốt nên xếp theo dãy. đến đây ta bắt các bu lông vào và cắt đi ( nhớ để thừa ra 5 tới 10 ly để chút nữa ta sẽ hàn lên nó) .Quá trình trên kế thúc ta tiến hành hàn bình thường. Nhờ có thêm các đầu thừa bulong nhô lên và đã ăn vào chi tiết quá trình hàn sẽ thuận lời hơn rất nhiều và kết cấu tốt hơn (do lúc này ta sẽ hàn lên cả gang và thép mà thép thì sẽ dễ hàn).
Hướng dẫn Quy trình hàn gang
Nhiều khi rất khó phát hiện vết nứt bằng mắt thường. Có thể xác định vùng vết nứt bằng cách sử dụng chất thấm màu hoặc lau vùng có vết nứt bằng dầu hỏa rồi bôi phấn lên toàn bộ vết nứt. Dầu hỏa sẽ thẩm thấu phấn giúp ta nhận biết độ dài thực sự của vết nứt.
Hàn sửa chữa vết nứt trên chi tiết bằng vật liệu gang theo các bước sau:
1. Nhiều khi rất khó phát hiện vết nứt bằng mắt thường. Có thể xác định vùng vết nứt bằng cách sử dụng chất thấm màu hoặc lau vùng có vết nứt bằng dầu hỏa rồi bôi phấn lên toàn bộ vết nứt. Dầu hỏa sẽ thẩm thấu phấn giúp ta nhận biết độ dài thực sự của vết nứt.
2. Khoan lỗ đường kính khoảng 3 mm ở cuối vết nứt.
3. Làm sạch và mài ở mỗi đầu vết nứt khoảng 50mm để ngăn chặn vết nứt phát triển thêm. Nếu sử dụng máy mài, nung mép vát bằng ngọn lửa oxy để đốt cháy cacbon trước khi hàn
4. Mài, bào, vát mép vết nứt . Có thể sử dụng mỏ cắt gas hoặc thổi mối hàn bằng hồ quang để gia nhiệt trước khi hàn. Phải đảm bảo vát mép hoặc cắt đủ sâu đến đáy của vết nứt.. Ở tiết diện có độ dày hơn 5 mm, vát mép sao cho chân của mối ghép rộng từ 3 đến 5mm. Nếu vết nứt kéo dài qua tiết diện, hãy để khoảng hở 3 mm và khoảng cắt rãnh 1,6 mm.
Quy trình hàn gang
5. Gia nhiệt từ từ toàn bộ chi tiết và làm sạch đều dầu mỡ và chất bẩn trên bề mặt Nhiệt độ gia nhiệt thấp nhất là 500°C nhưng không được quá 1200°C Duy trì nhiệt độ từ lúc băt đầu đến lúc kết thúc Gia nhiệt toàn bộ chi tiết chứ không chỉ tập trung vào vùng hàn
6. Hàn gang với dòng hàn thấp để có độ ngấu tối thiểu Hàn đoạn ngắn từ 30 đến 75 mm để hạn chế tích lũy nhiệt. Dùng đầu búa gõ mối hàn để giảm ứng suất trong mối hàn. Tiếp theo, gõ búa vào khu vực có vết nứt – Không duy trì gia nhiệt trên cùng một khu vực.
7. Làm nguội thật chậm, nên dùng lò làm nguội. Tốc độ nguội khoảng 50°C sau mỗi giờ cho đến khi nhiệt độ chi tiết giảm tới nhiệt độ phòng. Có thể vùi chi tiết trong cát, hoặc bọc chi tiết trong chăn chống cháy để giảm tốc độ nguội tối đa.
Lựa chọn Công Nghệ Hàn Gang
1. Khắc phục sự xuất hiện các tổ chức tôi và tổ chức gang trắng. Khi hàn, cần tạo ra điều kiện nguội chậm cho mối hàn và vùng ảnh hưởng nhiệt thông qua các biện pháp như nung nóng sơ bộ, làm nguội chậm sau khi hàn.
Nếu không thể sử dụng nguồn nhiệt công suất lớn như trên thì có thể dùng nguồn nhiệt công suất nhỏ, hàn nhanh nhằm mục đích đưa vào vật hàn một lượng nhiệt tối thiểu để hạn chế thể tích vùng biến trắng và tổ chức tôi (tạo trạng thái ứng suất tổ chức 2 chiều, thay vì 3 chiều ). Đó là phương pháp hàn nguội không có nung nóng sơ bộ. Còn một phương pháp nữa, nó được ứng dụng thành công trong thực tế là sử dụng hàn vảy đắp bằng vảy hàn đồng thau.
2. Khắc phục các vấn đề liên quan đến cơ tính thấp của gang .
Nguyên tắc chung để khắc phục các vấn đề liên quan đến tính dẻo thấp và khả năng dễ nứt của gang khi ứng suất vượt quá độ bền của nó là trước khi hàn cần tạo biến dạng sơ bộ sao cho khi nguội, vật hàn có khả năng co tự do .
Cách dễ thực hiện nhất là nung nóng sơ bộ toàn bộ vật hàn. Cũng có thể nung nóng sơ bộ cục bộ nếu vật hàn có cấu tạo tương đối đơn giản. Trong trường hợp không thể tạo ra biến dạng ngược, cần sử dụng công suất nguồn nhiệt tối thiểu kết hợp với vật liệu hàn cho kim loại đắp có tính dẻo tốt .
Phương pháp và kỹ thuật hàn gang
Về phương pháp thực hiện.
Các bước cần tiến hành là: xác định kim loại cơ bản và chọn phương pháp hàn thích hợp. Trước khi hàn ta cấy vít vào chỗ vát cạnh. Khi hàn đầu tiên nên hàn một mối hàn vòng quanh chỗ lồi ra của vít, và để tránh bị hàn quá nóng ta áp dụng pp hàn gián đoạn. Khi hàn ta phải hàn toàn bộ mối hàn lớp dưới của đinh vít và mặt vật đúc cho đều xong mới hàn lớp khác ở trên mặt đó
1. Xác định kim loại cơ bản .
Trong thực tế ,các vật hàn bằng gang cần hàn thường là các chi tiết, bộ phận máy bị hỏng hóc trong quá trình vận hành và cần được hàn sửa chữa .Do đó, điều quan trọng là cần biết xem kim loại cơ bản là loại gang gì để có phương pháp và chế độ hàn thích hợp .
Hầu hết các chi tiết bằng gang đều được chế tạo ở dạng vật đúc. Tuy nhiên, để phân biệt gang và thép đúc, có thể xác định một cách đơn giản là lấy đục đục vật liệu để thử. Phôi thép liền và bề mặt sau khi đục có màu sáng. Ngược lại, phoi gang bị vụn ra khi đục, bề mặt gồ ghề và có màu tối. Tuy theo độ cứng của vật liệu cũng có thể xác định được loại gang. Cần chú ý, gang dẻo cũng có phoi liền khi đục, nhưng có độ cứng nhỏ hơn thép đúc. Hình dạng vật đúc bằng thép thường đơn giản và có chiều dày hầu như đồng đều. Trái lại, vật đúc bằng gang thường có hình dạng phức tạp với chiều dày thay đổi.
Thông qua loại vật đúc cũng có thể xác định loại gang: các vật đúc dạng thành mỏng, ống thường là gang có độ bền 120 MPa và HB 140 ÷180 (tương đương GX 12-28); các chi tiết máy cắt ,xi lanh động cơ, chi tiết cơ khí thường thuộc loại GX 21-40; các xilanh động cơ cỡ lớn, bánh răng, chi tiết máy chịu tải trọng cao thường thuộc loại GX 24-44.
Cũng có thể xác định gang bằng cách thử trên máy mài. Nếu vật liệu là gang, khi mài các tia lửa bắn tóe ra có màu đỏ và vàng rơm. ngắn (500÷600 mm) và tỏa nhánh rộng. Trái lại ,khi mài thép cacbon thấp, các tia lửa bắn ra tương đối dài, ngắt quảng và không tỏa nhánh rộng. Vết gẫy của gang không lấp lánh như của thép mà có màu đục. Lấy tay chùi lên, có thể thấy có vết chì (graphit). Tuy nhiên, cách xác định đáng tin cậy nhất là phân tích thành phần hóa học và phân tích kim tương, nhưng chỉ dùng khi thật cần thiết vì tốn kém.
2. Chọn phương án hàn thích hợp .
Khi sửa các vật đúc mới, điều quan trọng nhất là màu của mối hàn (vì vậy hàn thường được chế tạo để cung cấp cho khách hàng ). Điều này đòi hỏi mối hàn phải có màu giống màu của kim loại cơ bản. Với hàn sửa chửa các chi tiết đã qua sử dụng, màu của mối hàn không quan trọng bằng khả năng làm việc của nó. về độ bền mối hàn, các chi tiết chịu lực cao và chịu va chạm, ví dụ, khung máy ép, đòi hỏi mối hàn có độ bền tương đương với kim loại cơ bản, mặc dù chi phí hàn có thể cao (có thể hàn nóng hoặc hàn vảy đắp ). Độ kín nước hoặc khí của mối hàn cũng có thể là yêu cầu quan trọng.
Nếu chỉ đòi hỏi mối hàn có độ kín nước thì có thể hàn nguội (ví dụ, khoang làm mát trong động cơ). Ngoài ra, cần xét đến khả năng gia công cơ mối hàn sau khi hàn, ví dụ, bề mặt các chi tiết dưới dạng lỗ xupap, bánh răng. Trên thực tế, có 2 phương pháp hàn điện nóng chảy phổ biến trong hàn gang là hàn nóng và hàn nguội .
2.1.Phương pháp hàn nóng gang:
Hàn nóng là phương pháp hàn đòi hỏi nung nóng sơ bộ chi tiết lên 600÷650oC với tốc độ nung 120 oC/h và giử cho nó ở khoảng nhiệt độ đó trong suốt quá trình hàn. Điều này se bảo đảm không suất hiện gang trắng và các tổ chức tôi trong vùng ảnh hưởng nhiệt. Sau khi hàn cần làm nguội chậm vật hàn (120oC/h với chi tiết dày trung bình 25 mm)trong lò hoặc trong vỏ bọc cách nhiệt.
Do gang khó thao tác trong khi hàn, nên dùng khuôn graphit để giúp tạo dáng mối hàn. Que hàn thường là loại có lõi bằng gang. Đường kính que hàn tương đối lớn (14÷16 mm). Vỏ bọc que hàn có chiều dày tối đa 2 mm và phải đảm bảo hồ quang chảy đều và đủ bù lại lượng nguyên tố bị oxy hóa khi hàn cũng như chứa một lượng lớn các nguyên tố graphit hóa. Trước khi hàn, que hàn được sấy và ủ ở 200 ÷250 oC. Cường độ dòng điện hàn І =(60÷100).d. Vì vậy, công suất nhiệt khi hàn lớn, đòi hỏi phải chống nóng tốt cho thợ hàn và phải hàn thật nhanh. Do những khó khăn nhất định về điều kiện lao động của thợ hàn và công tác chuẩn bị trước khi hàn, phương pháp hàn nóng chảy ngày nay ít được sử dụng, mặc dù cho chất lượng mối hàn tương đương với của kim loại cơ bản và dễ gia công sau khi hàn .
2.2.Phương pháp hàn nguội gang:
Như đã đề cập ở trên, hàn nguội đòi hỏi sử dụng công suất tối thiểu của nguồn nhiệt hàn để hạn chế đến mức tối thiểu sự hình thành các tổ chức tôi và tổ chức biến trắng tại vùng ảnh hưởng nhiệt. Khi hàn thường không sử dụng nung nóng sơ bộ, kết hợp với việc khống chế nhiệt độ vật hàn trong quá trình hàn (thực hiện đường hàn dài khoảng 2÷3 cm sau đó để cho nguội xuống dưới 50 oC rồi mới hàn tiếp ). Trình tự hàn theo chiều dài mối hàn thường áp dụng là hàn bước ngược (hàn phân đoạn ngược ), hàn đối xứng và hàn gián đoạn. Có nhiều loại que hàn cho hàn nguội gang, trong đó phổ biến nhất là các loại sau:
2.2.1.Que hàn có lõi Ni:
Thành phần tiêu biểu của nó là :tối đa 0,15 %C; tối đa 0,75% Si; tối đa 0,5 % Mn; tối đa 0,01 % S; tối đa 0,5% Fe tối đa 0,5 % Cu và trên 98% Ni .Theo tiêu chuẩn Mỹ AWS A5.15, các que hàn loại này có ký hiệu ENi-CІ(tương đương que ENiBG2 theo tiêu chuẩn ІSO). Các que hàn này chứa graphit trong vỏ bọc và thường có đường kính nhỏ: 2 mm; 2,5mm; 3 mm.Loại này chủ yếu để hàn gang xám .
2.2.2.Que hàn có lõi là hợp kim Ni-Fe:
Thành phần tiêu biểu của nó là: tối đa 0,25% c; tối đa 0,50%Si; tối đa 1,00% Mn; tối đa 0,0025% S; tối thiểu 37 % Fe; tối đa0,50 % Cu50 đến 60 % Ni. Theo tiêu chuẩn Mỹ AWS A5.15, các que hàn loại này có ký hiệu ENiFe-CІ ( tương đương que ENiFeBGІ theo tiêu chuẩn ІSO). Các que hàn này chứa graphit trong vỏ bọc và thường có đường kính nhỏ: 2 mm ; 2,5 mm;3 mm. Loại que hàn này cho mối hàn có cơ tính cao hơn loại có lõi thép Ni và được dùng chủ yếu để hàn gang cầu. Tổ chức kim loại tiêu biểu tại vùng ảnh hưởng nhiệt là trusit, xoocbit kết hợp với lêdeburit (tổ chức biến trắng) phân tán. Độ cứng kim loại mối hàn vào khoảng HB 170 ÷200 và của vùng ảnh hưởng nhiệt HB 180 ÷240.
2.2.3.Que hàn có lõi là hợp kim Ni- Cu:
Thành phần tiêu biểu của nó là: 67 ÷69 %Ni; 27 ÷29 %Cu; 2,5 %Fe; 0,2 % Si;0,2 % Mg. Mối hàn chịu được các môi trường ăn mòn. Theo tiêu chuẩn Mỹ AWS A5.15, các que hàn loại này cso ký hiệu ENiCu-B( tương đương que ENiCu2BG2 theo tiêu chuẩn ІSO ). Độ cứng kim loại mối hàn vào khoảng HB150. 3. Vấn đề nung nóng sơ bộ là điều bắt buộc khi hàn nóng .
Còn khi hàn nguội, trong một số trường hợp có thể tiến hành nung nóng sơ bộ đến nhiệt độ 300÷400 oC ( còn gọi là hàn nữa nguội ), ví dụ , với các vết nứt có hình dáng phức tạp và mối hàn có chiều dày lớn. Trong cả 2 trường hợp, đòi hỏi phải có phương pháp nung thích hợp. Nói chung chỉ nên nung nóng sơ bộ khi thật cần thiết. Nung nóng khi hàn nữa nguội không ngăn được sự xuất hiện tổ chức biến trắng mà có lý do ở cơ tính kém của gang (độ dẻo bằng không và sự xuất hiện ứng suất ). Không cần phải nung nóng sơ bộ khi mối hàn đắp lên bề mặt bánh răng. Thực chất của nung nóng sơ bộ ở đây là tạo ra biến dạng ngược với biến dang hàn. Có thể nung nóng sơ bộ cục bộ ( các vật hàn có hình dạng đơn giản ) hoặc toàn phần ( với các chi tiết có độ cứng vững cao và hình dạng phức tạp ).
3. Kỹ thuật hàn gang .
Kỹ thuật hàn gang đòi hỏi cách tiếp cận riêng biệt cho từng trường hợp cụ thể. Sau đây là một số trường hợp tiêu biểu .
3.1.Trường hợp sửa chửa bánh răng bị nứt có nung nóng sơ bộ .
Là kỹ thuật hàn sữa chữa vết nứt vật hàn có độ cứng vững cao nhưng có thể tiến hành nung nóng toàn bộ. Mục đích nung nóng sơ bộ là tạo điều kiện để kim loại mối hàn và kim loại vùng ảnh hưởng nhiệt có tốc độ nung và nguội đồng đều, tránh nứt do ảnh hưởng của ứng suất nhiệt .
3.2. Trường hợp sữa chửa vết nứt phân nhánh.
Vật đúc bằng gang, đặc biệt là các sản phẩm thành mỏng thường bị nứt phân nhánh. Trong trường hợp như vậy đòi hỏi đầu tiên thường là khoan các lỗ đường kính 20 ÷25 mm ở các vị trí đầu vết nứt. các lỗ khoan đó có tác dụng ngăn không cho vết nứt tiếp tục phát triển khi hàn dưới tác dụng của các “ chiếc nêm nhiệt “. Bước tiếp theo là dùng trình tự hàn từ chổ bắt đầu các nhánh nứt cho tới chổ chúng gặp nhau. Sau cùng, vị trí các lỗ khoan được hàn lại.
3.3. Trường hợp sữa chữa vết nứt có xét tới tải trọng vận hành .
Các vật đúc phức tạp như các bệ và khung máy thường đòi hỏi quy trình hàn sữa chữa sao cho sau khi hàn, vật hàn có thể vận hành trong điều kiện phân bố ứng suất (ngoài ứng suất và ứng suất dư hàn) thuận lợi nhất. 2 trình tự hàn (2 thợ hàn đồng thời hàn theo trình tự 1 -2 và 1’ -2’) sửa chữa vết nứt khung máy búa. Quy trình bên phải cho kết quả thuận lợi nhất do giảm được độ lớn ứng suất kéo (kết hợp của ngoại lực ứng suất do tải trọng gây nên với ứng suất dư hàn) trong phân bố ứng suất trong vận hành sau khi hàn. Mục đích nung nóng sơ bộ giống như trường hợp 4.1 nói trên.
Mẹo bổ sung cho quy trình hàn nóng là nung gang cần hàn đến khí thấy có màu cà chua chín là được (mẹo dùng gỗ thông khô gạt lên chỗ vừa nung thấy có tàn than bay là ok).
Đối với bề mặt gang bị nứt chúng ta vẫn có thể tiến hành hàn được bằng que hàn đặc biệt.
Loại que hàn: Eutectic 240 (Que hàn nối và đắp cho các loại gang)
Nguồn hàn: AC/DC+
Thành phần: Ni Fe Mn C
Độ bền kéo:55 000 psi (380 MPa)
4. Ứng dụng hàn gang
Kỹ thuật hàn gang thường được dùng hàn các chi tiết máy khó gia công, chi tiết hiếm hoặc các thiết bị bằng gang khác như nắp hố ga, song chắn rác, song thoát nước, nắp bể cáp, ghi bảo vệ gốc cây.
Việt Á cũng sử dụng kỹ thuật này để hàn các nắp hố ga gang bị lỗi, hàn song chắn rác gang...
Để biết thêm chi tiết về các loại nắp hố ga gang, song chắn rác gang và kỹ thuật hàn sửa ... hãy liên hệ với Việt Á
Việt Á: vietaco.vn; compositevieta.com;
Hotline/Zalo: 0948 229 955
Maps: https://g.page/CompositeVieta
Bài viết khác
- Rãnh thoát nước và tiêu chuẩn thiết kế
- Cách tạo khuôn & đúc nắp hố ga gang
- Kỹ thuật đúc nắp hố ga gang bằng khuôn cát
- Tiêu chuẩn nắp hố ga
- Hướng dẫn lắp đặt nắp hố ga, song chắn rác gang cầu
- Kinh nghiệm chọn mua nắp hố ga composite
- Giá bán nắp hố ga được tính như nào?
- Phương án thoát nước nào tốt nhất cho 1 sân vườn đẹp?